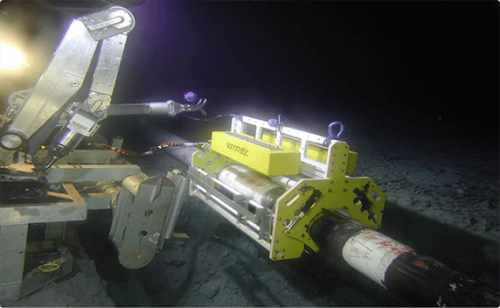
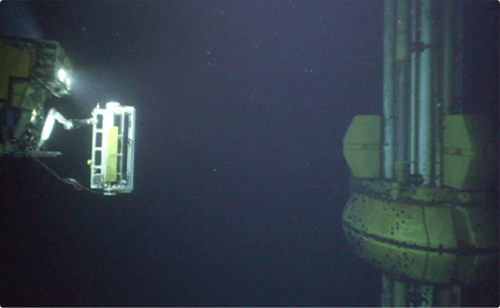
Sonomatic is a leading provider of ROV and Diver Deployed robotic technologies capable of advanced subsea inspections. With over 40 years of experience in this field, and the ability to adapt existing technologies to suit specific client requirements, Sonomatic subsea and engineering are industry leaders in the field of subsea advanced inspections.
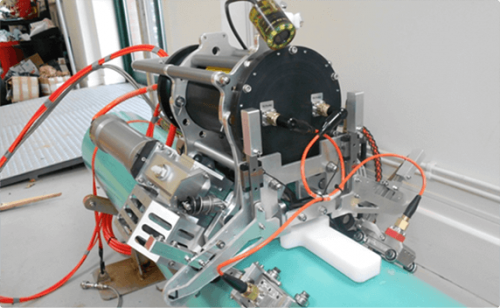
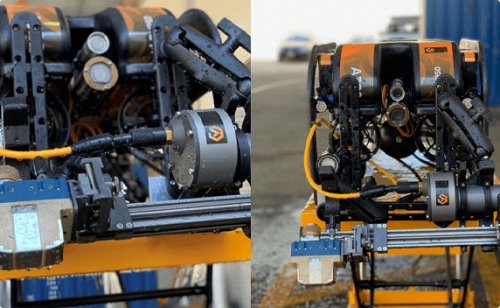
Sonomatic brought innovation to the Oil and Gas market by introducing Time of Flight Diffraction (TOFD) in the 1980s and has continued to drive world-leading NDT techniques (e.g. Phased Array, Magnetic Eddy Current and more) and technology to our clients. We are unique amongst other inspection service providers, in that through our E2i engineering team, we design/develop, and build our own inspection systems and scanners that can and have been modified over time to meet specific requirements for inspection performance, deployment and in-field reliability.