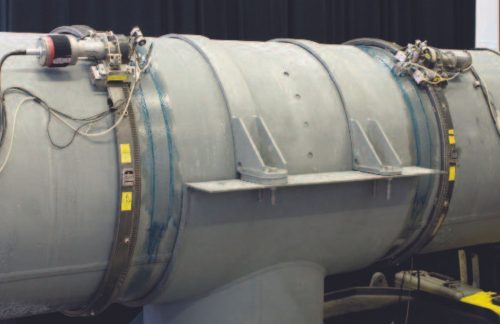
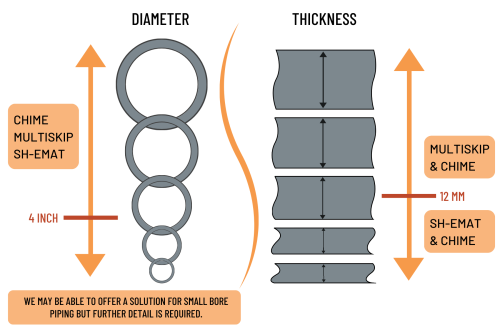
Sonomatic’s Specialist Field Services employs three ultrasonic pipe support techniques for CUPS inspection, selecting the appropriate technique based on factors such as material thickness and component diameter. Precise measurement of remaining wall thickness can be challenging when employing medium-range techniques, especially in cases where there is complex corrosion morphology.
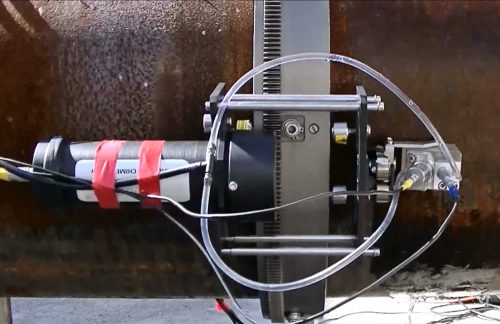
Field conditions often impose limitations associated with boundary conditions. Highly sensitive CUPS inspections can justify avoiding the need to lift pipes for visual inspection when compliance with design codes is required. Unfortunately, CUPS inspections are usually requested after corrosion has already advanced, which can exacerbate the interface between the pipe and support, leading to various corrosion-related issues.