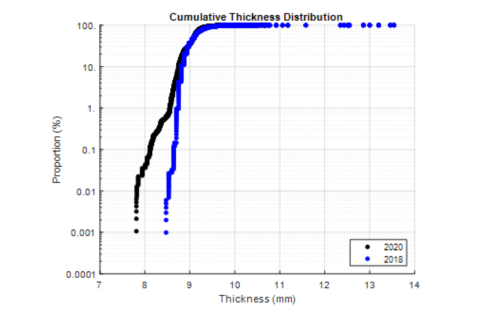
When multiple inspections have been performed, our data analysts can plot cumulative thickness distribution curves simultaneously to give a visual representation of any changes between the multiple inspections.
The example shown to the left has a change in corrosion behaviour between the two inspections. In 2020, 1% of the inspected area was measured at 8.6 mm or less compared to only 0.03% of the inspected area in 2018.
Comparing inspections in this manner is particularly helpful when looking to quantify any changes to the extent of corroded areas. Changes to the overall minimum can be easily recorded but comparing the distributions, gives insights into the spatial behaviour of any existing corrosion.