When it comes to inspecting unpiggable pipelines, our services provide the best alternative to in-line inspection. Our technology is designed to provide comprehensive and accurate data without the need for in-line inspections. Our services are reliable and efficient, allowing us to inspect pipelines faster and more effectively than traditional methods.
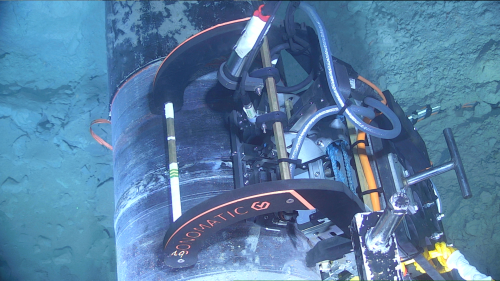
Unpiggable pipeline inspections use advanced x-ray imaging technology to provide a detailed analysis of the interior of the pipe and surrounding area. This provides an accurate gauge of the condition of the pipe and any potential points of corrosion or damage.
Our services also include ultrasonic testing (UT) to supplement the x-ray inspection, providing further information on corrosion rates, wall thickness measurements and other valuable data.
In addition, our technicians are experienced in performing manual inspections using borescopes, where access ports are available, allowing for a more hands-on approach to inspecting walls in areas not reached by x-rays or UT scans.